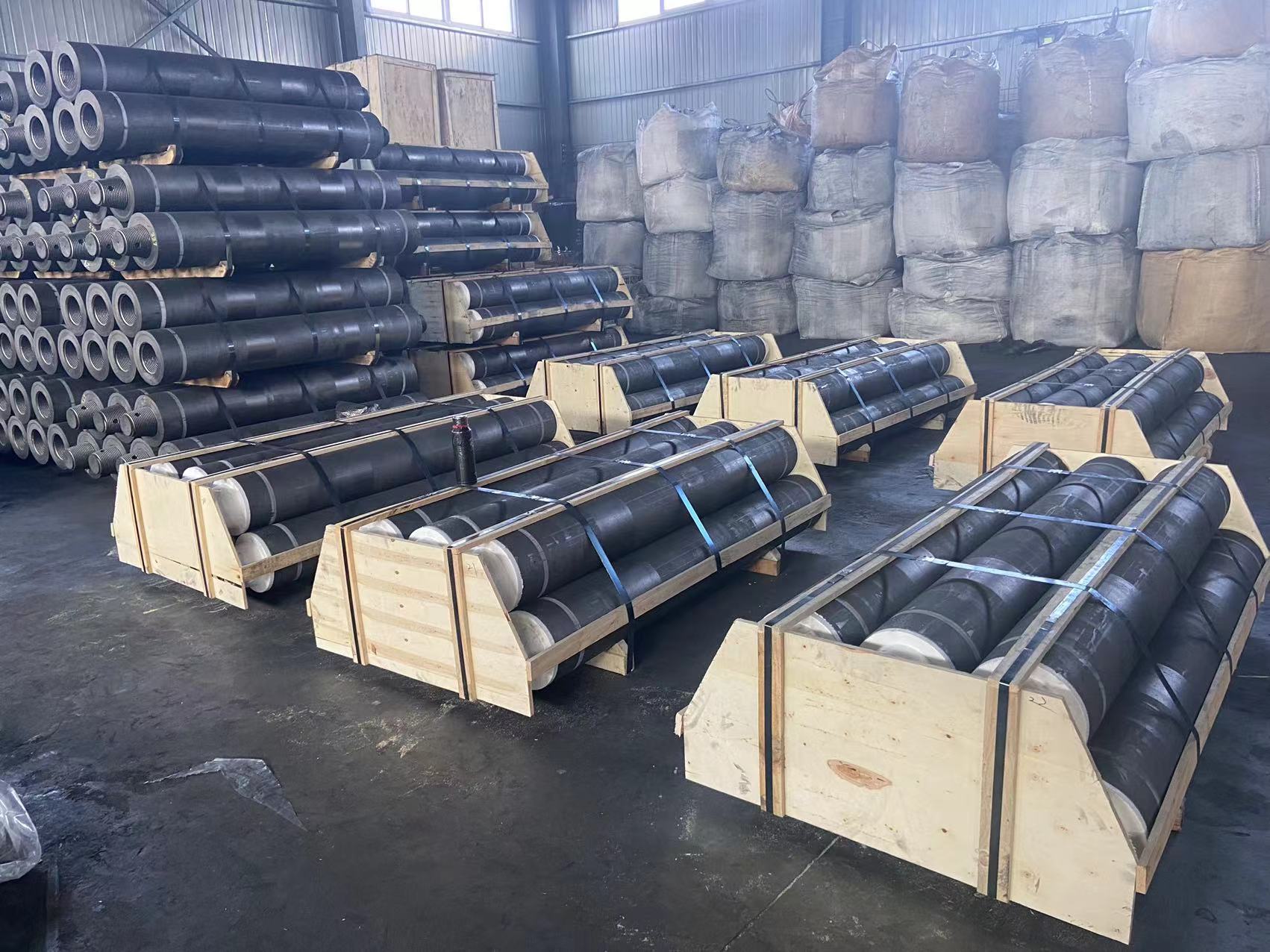
石墨电极在模具制造电火花加工中的应用

- 产品介绍


Copyright © 2020 河南六工石墨有限公司 All Rights Reserved. 豫ICP备19029825号-1 法律声明 | 隐私保护 | 联系我们
在线客服


")
")
")
")