六工专用石墨匣钵大批量发货中


- 产品介绍
- 六工专用石墨匣钵大批量发货中
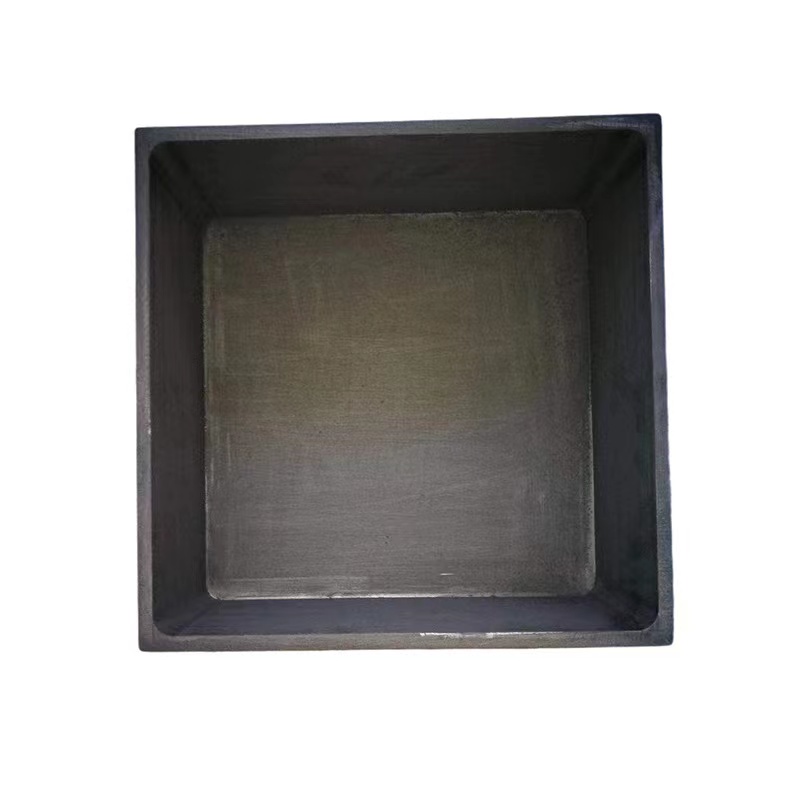
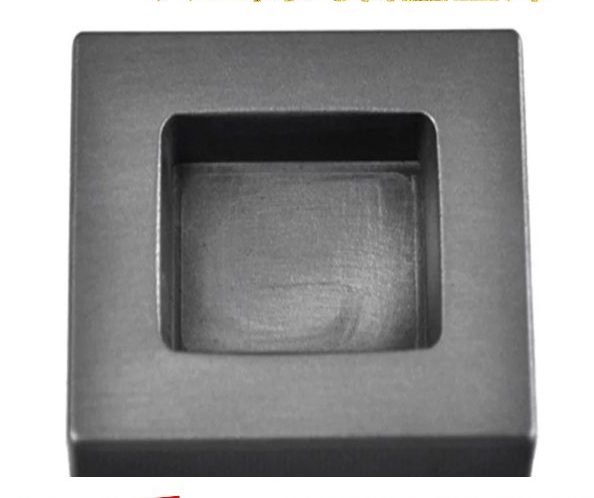
石墨匣钵,钵体侧壁开口,避免扬尘现象,改善了还原性高温烧结气氛,下降辊道炉内氧气浓度的操控难度,材料性能得到进步;一起有用增大石墨匣钵的单位装料量,减少单位产品能耗和单位产品本钱,经济适用。石墨匣钵的核心部件是一个石墨管,试样用微量进样孔注入石墨管内,经管两头的电极向石墨管供电, 最高温度可达3000℃,试样在石墨管中原子化。由于原子化效率高,石墨匣钵法的相对灵敏度可达10-9-10-12g/ml, 适合痕量分析。目前,为改进石墨匣钵性能,进步抗干扰能力,正在开发以贵重金属做衬里和涂层的新石墨匣钵。 原理:是将样品用进样器定量注入到石墨管中,并以石墨管作为电阻发热体,通电后敏捷升温,使试样到达原子化的目的。它由加热电源、维护气控制系统和石墨管状炉组成。外电源加于石墨管两头,供应原子化器能量,电流经过石墨管发生高达3000℃的温度,使置于石墨管中被测元素变为基态原子蒸气。维护气控制系统是控制维护气的,仪器启动,维护气Ar气流通,空烧完毕,切断Ar气流。
石墨匣钵又称电加热石墨匣钵,是一个石墨电阻加热器,是原子吸收分光光度计用无焰原子化器的一种。
匣钵成型工艺流程:
1、准备耐火匣钵原料,加工匣钵的原料包括镁质泥、黑滑石、耐火泥、老砂、球石、铝粉、铝矾土、精洗泥、莫来石、堇青石粉、凹凸棒土、煅烧高岭土、透辉石、电熔镁砂、赤泥、纳米氢氧化铝溶胶、硅微粉、增强纤维等。
2、将各原料混合后进行湿法球磨,球磨后形成粉料过筛备用。
3、压坯成型,将球磨后粉料经造粒、匣钵成型液压机压坯成型,在25Mpa压力下压制成型,保温2.5小时,脱模,得到匣钵坯体。
4、将坯体在600℃下预烧,随后进行水淬,将坯体快速放入水中,时间为25s,随后将水淬后的坯体放入55℃的油中,油冷25s。
5、将处理后的坯体在自然条件下干燥16h,放入窑炉内进行烧成,烧成温度为1220℃,烧成时间为12小时。
6、对烧成后的耐火匣钵进行后处理,在侧面切割若干条膨胀缝,在膨胀缝处塞入陶瓷棉,即可获得耐火匣钵。
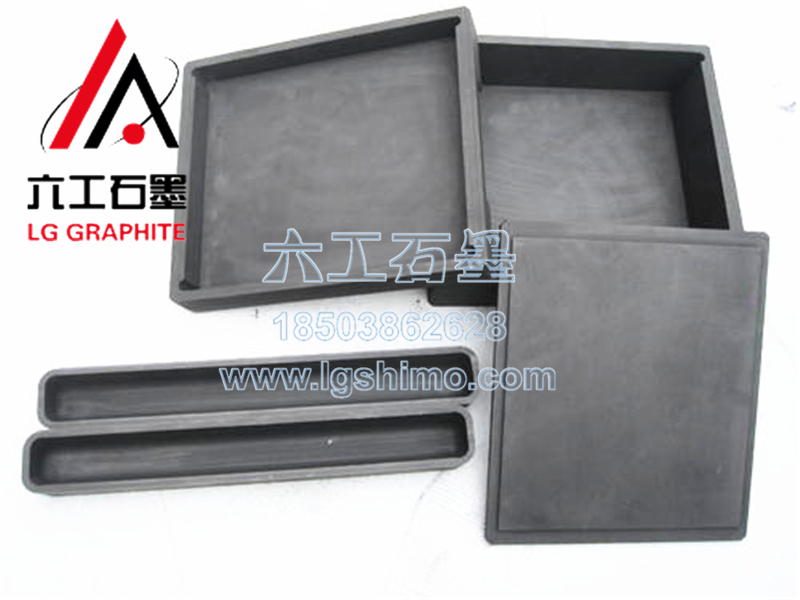
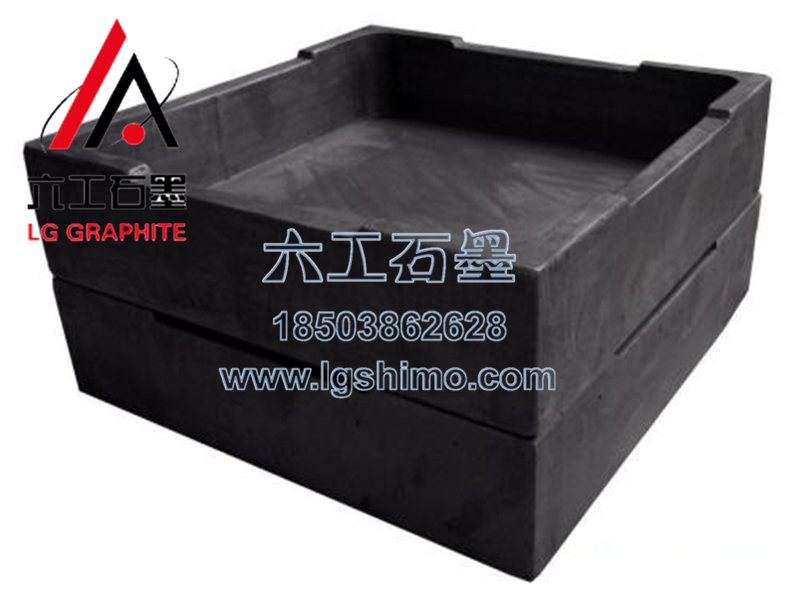
六工锂电池(磷酸铁锂)材料烧结专用石墨匣钵,大批量出货中,六工石墨匣钵近年来被国内磷酸铁锂企业广泛应用,综合成本低等特点.根据窑炉类型不同,相配套有底板和盖板.该产品的使用寿命长,性价比优越,杂质含量低、无污染、免维护、耐高温和抗氧化,极耐金属溶液腐蚀等特性.随着国内磷酸铁锂企业的认识不断上升,六工石墨匣钵逐渐成为替代普通匣钵和铁质匣钵的首选,欢迎大家选购





